 13418781512
13418781512 微孔加工:手機攝像頭里的小孔是怎么鉆出來的?
2025-10-31
現(xiàn)在的智能手機攝像頭越來越清晰,從1200萬像素升級到1億像素,除了鏡頭模組的光學(xué)設(shè)計和傳感器的技術(shù)突破,鏡頭模組里那個僅0.2mm左右的微孔也起著關(guān)鍵作用——這個藏在對焦馬達金屬支架上的小孔,是靠微孔加工技術(shù)精準打造的,它的加工精度直接影響拍照時的對焦速度和畫質(zhì)穩(wěn)定性,哪怕0.005mm的偏差,都可能讓對焦出現(xiàn)卡頓或雜音。
手機攝像頭的“對焦馬達” 是實現(xiàn)精準對焦的核心部件,馬達內(nèi)部的金屬支架(多為不銹鋼或鋁合金材質(zhì),厚度僅0.3mm)上,需要加工出穿導(dǎo)線和通氣流的微孔。導(dǎo)線要通過微孔連接馬達線圈和主板,控制鏡片移動;氣流則通過微孔平衡馬達內(nèi)部氣壓,避免對焦時出現(xiàn)“憋氣” 導(dǎo)致的卡頓。要是微孔直徑大了0.01mm,導(dǎo)線在孔內(nèi)會松動,對焦馬達高速移動時,導(dǎo)線會與孔壁摩擦產(chǎn)生雜音,尤其在安靜環(huán)境下拍照,雜音會通過機身傳導(dǎo)被用戶聽到;要是小了0.01mm,導(dǎo)線根本穿不進去,整個支架就成了廢件——要知道,這種支架的單價雖只有2元左右,但批量生產(chǎn)時,一次加工失誤就可能導(dǎo)致上千個支架報廢,損失超2000元。更難的是,支架厚度僅0.3mm,微孔深度卻要達到0.25mm,深徑比接近2:1,加工時稍不注意就會把支架鉆穿,導(dǎo)致支架失去支撐強度,所以微孔加工必須做到“又準又穩(wěn)”。
目前行業(yè)內(nèi)加工這種微孔,主要用“激光微孔加工”和“電化學(xué)微孔加工”兩種技術(shù),各有適配場景。激光加工更適合不銹鋼、陶瓷等硬度較高的材料,比如某知名手機品牌的旗艦機型,對焦馬達支架用的是304不銹鋼,就采用紫外激光打孔技術(shù)——紫外激光波長短(約355nm),能量聚焦精度能達到5微米,像“微型手術(shù)刀” 一樣在金屬上打出0.2mm的孔,孔徑誤差可控制在±0.005mm內(nèi),而且激光瞬間汽化材料,孔壁光滑無毛刺,不會出現(xiàn)掛住導(dǎo)線的情況。加工時,激光設(shè)備還會搭配視覺定位系統(tǒng),先掃描支架的位置,再精準對準打孔點,確保每一個微孔的位置偏差不超過0.003mm,避免因孔位偏移導(dǎo)致導(dǎo)線無法對齊主板接口。而電化學(xué)加工則更適合銅、黃銅等高導(dǎo)電材料,比如部分中低端機型用的銅制支架,通過電化學(xué)反應(yīng) “溶解”材料形成微孔:將支架作為陽極,放入含有特定電解液(如硫酸銅溶液)的工裝中,通上低壓電流后,陽極的銅會逐漸溶解,在預(yù)設(shè)位置形成微孔。這種工藝不會產(chǎn)生高溫,能避免材料因受熱變形,而且加工效率高,一臺設(shè)備每小時能加工 3000個支架,很適合手機行業(yè)的批量生產(chǎn)需求。
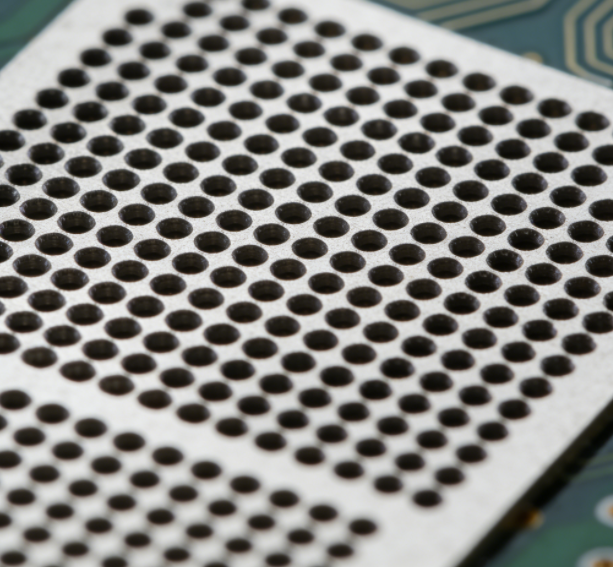
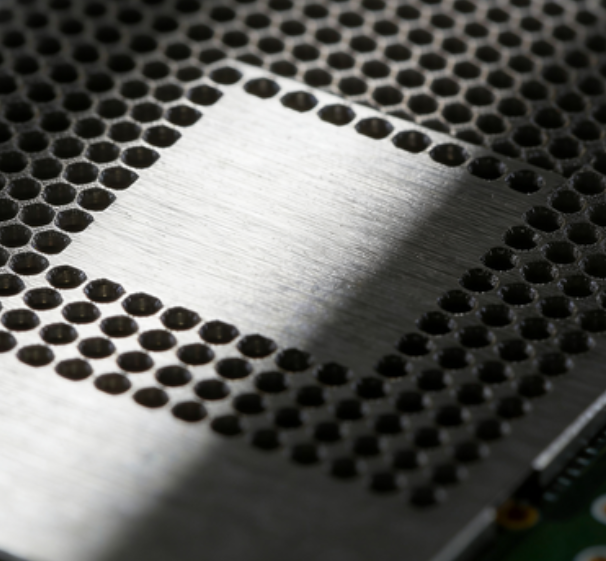
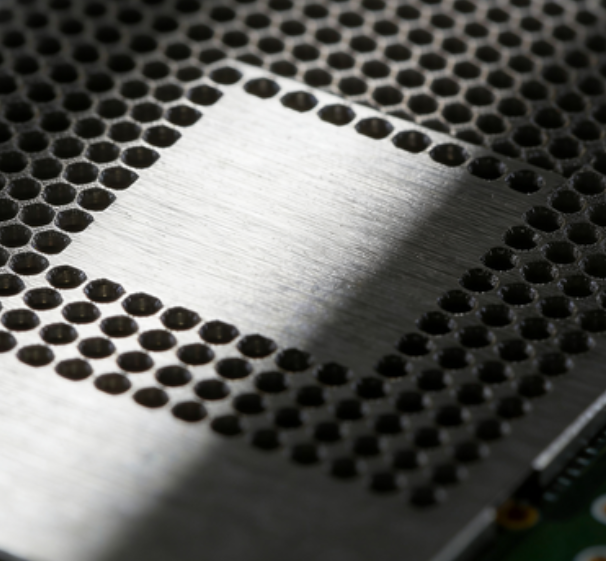
不光手機攝像頭,現(xiàn)在很多電子產(chǎn)品的精密部件都離不開微孔加工。比如筆記本電腦的散熱片,為了提升散熱效率,上面會加工出密密麻麻0.5mm的微孔,每平方厘米能打50個以上,這些微孔形成通風(fēng)通道,讓冷空氣能快速流過散熱片,帶走 CPU 產(chǎn)生的熱量——要是微孔加工大了0.1mm,散熱片的結(jié)構(gòu)強度會下降,容易在安裝時變形;小了0.1mm,通風(fēng)量不足,散熱效果會變差,導(dǎo)致電腦運行時出現(xiàn)卡頓。再比如智能手表的傳感器模組,心率傳感器的金屬探頭上,會加工0.15mm的微孔,這些微孔能讓光線更好地穿透皮膚,捕捉血液流動信號,要是微孔有毛刺,會散射光線,導(dǎo)致心率檢測誤差變大,比如實際心率80次/分鐘,檢測結(jié)果可能顯示75次/分鐘,影響用戶對健康狀況的判斷。
隨著電子產(chǎn)品向“輕量化、高集成” 發(fā)展,微孔加工技術(shù)也在不斷升級。現(xiàn)在行業(yè)內(nèi)已經(jīng)能在0.1mm厚的金屬片上加工0.05mm的微孔,深徑比達到5:1,相當(dāng)于在一張薄紙上打出比頭發(fā)絲還細的孔;而且加工速度比以前快了30%,比如激光打孔設(shè)備的脈沖頻率從每秒10萬次提升到13萬次,每小時能多加工800個部件。某電子元件廠家負責(zé)人表示,技術(shù)升級后,他們?yōu)槟持悄苁直砥放萍庸鞲衅魑⒖讜r,不良率從3%降到了0.5%,每月能節(jié)省近萬元的材料成本。下次用手機拍照時,不妨想想,鏡頭里那個看不見的小小微孔,背后藏著不少精密加工的門道,正是這些“微小細節(jié)”,才讓電子產(chǎn)品越來越好用。
、
相關(guān)資訊
-
微小件微孔沖壓用伺服機還是普通機?差別在哪?
在微小件微孔沖壓加工中,“選伺服機還是普通機”是企業(yè)常糾結(jié)的問題——前者設(shè)備成本...
-
小批量微小件微孔沖壓,廠家接不接?起訂量多少?
“僅需200件0.1mm孔徑的傳感器部件,廠家會不會嫌量少不接?”這是很多企業(yè)小批量采購微...
-
電子類微小件微孔沖壓,怎么避免孔徑偏移?
電子類微小件如傳感器、連接器的微孔,往往孔徑≤0.1mm、孔位公差±0.005mm,一旦出現(xiàn)...
-

微小件微孔沖壓后變形?材料預(yù)處理是關(guān)鍵
微小件微孔沖壓變形,本質(zhì)是材料“內(nèi)在狀態(tài)”與沖壓受力不匹配。針對不銹鋼、鈦合金、...
-

醫(yī)療級微小件微孔沖壓,要符合哪些安全標準?
醫(yī)療級微小件微孔沖壓絕非“精度達標即可”,從植入人體的骨科螺釘,到體外診斷的試紙...
-

微小件微孔沖壓交貨慢?如何縮短生產(chǎn)周期?
微小件微孔沖壓交貨慢,本質(zhì)是流程和效率的問題。通過模塊化模具、自動化設(shè)備、并行流...
服務(wù)熱線:
聯(lián)系電話:13418781512
公司傳真:1111
公司郵箱:111
公司地址:深圳市龍華區(qū)觀湖街道觀城社區(qū)橫坑河?xùn)|村鑫濤源工業(yè)園一樓